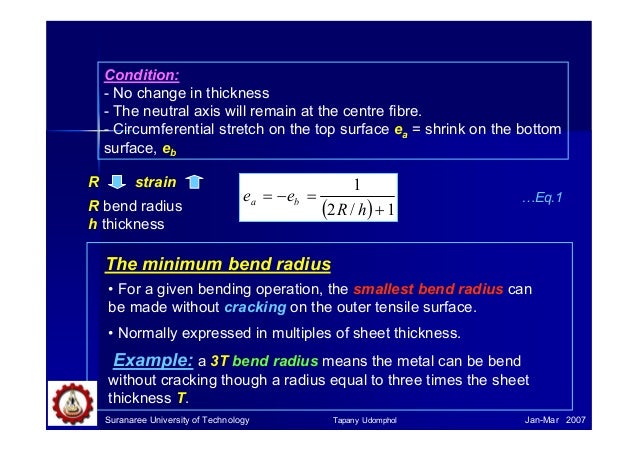
Deformation Of Sheet Metal Based On Thickness

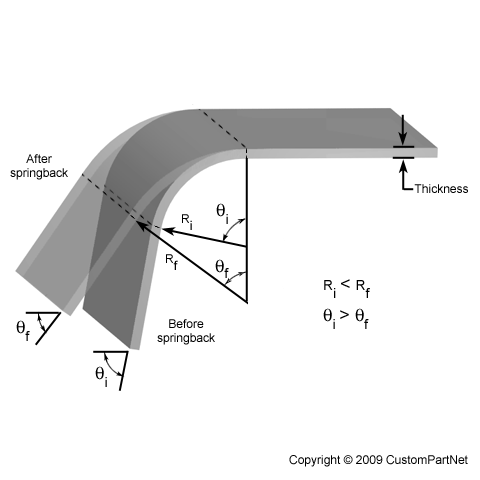
Bending Basics The Hows And Whys Of Springback And Springforward
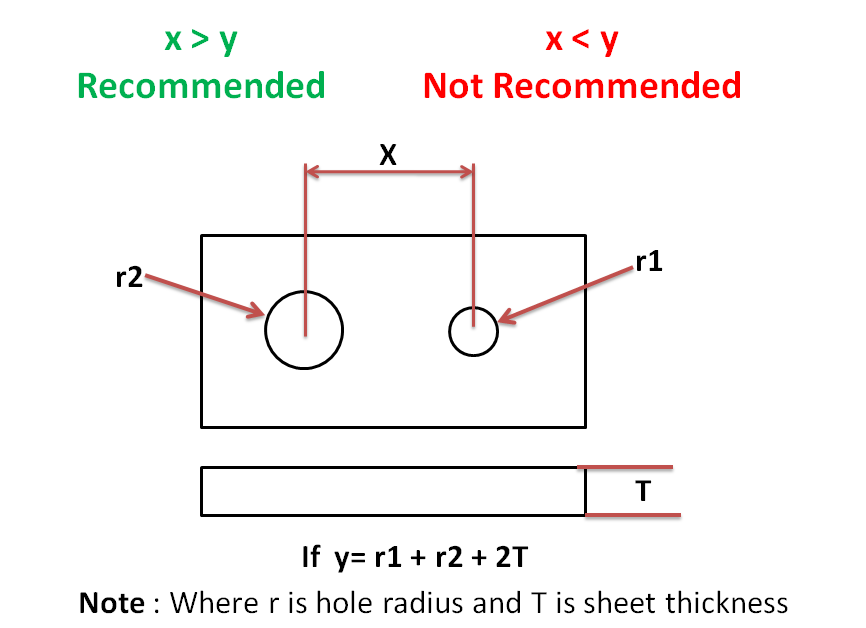
Design Guidelines Sheetmetal Me

Sheet Metal Thickness An Overview Sciencedirect Topics

Sheet Metal Fabrication Fundamental Cad Infield Fabrication Design

Results Of Sheet Metal Thickness Measurements For The Cup Deformed Download Scientific Diagram

Analyzing The K Factor In Sheet Metal Bending
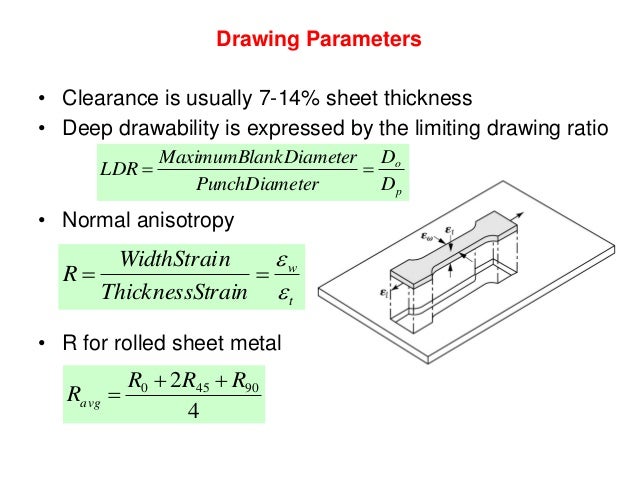
Sheet metal fabrication is a cold processing process which is commonly used for punching bending drawing and forming.
Deformation of sheet metal based on thickness.

Design Considerations For Sheet Metal Parts
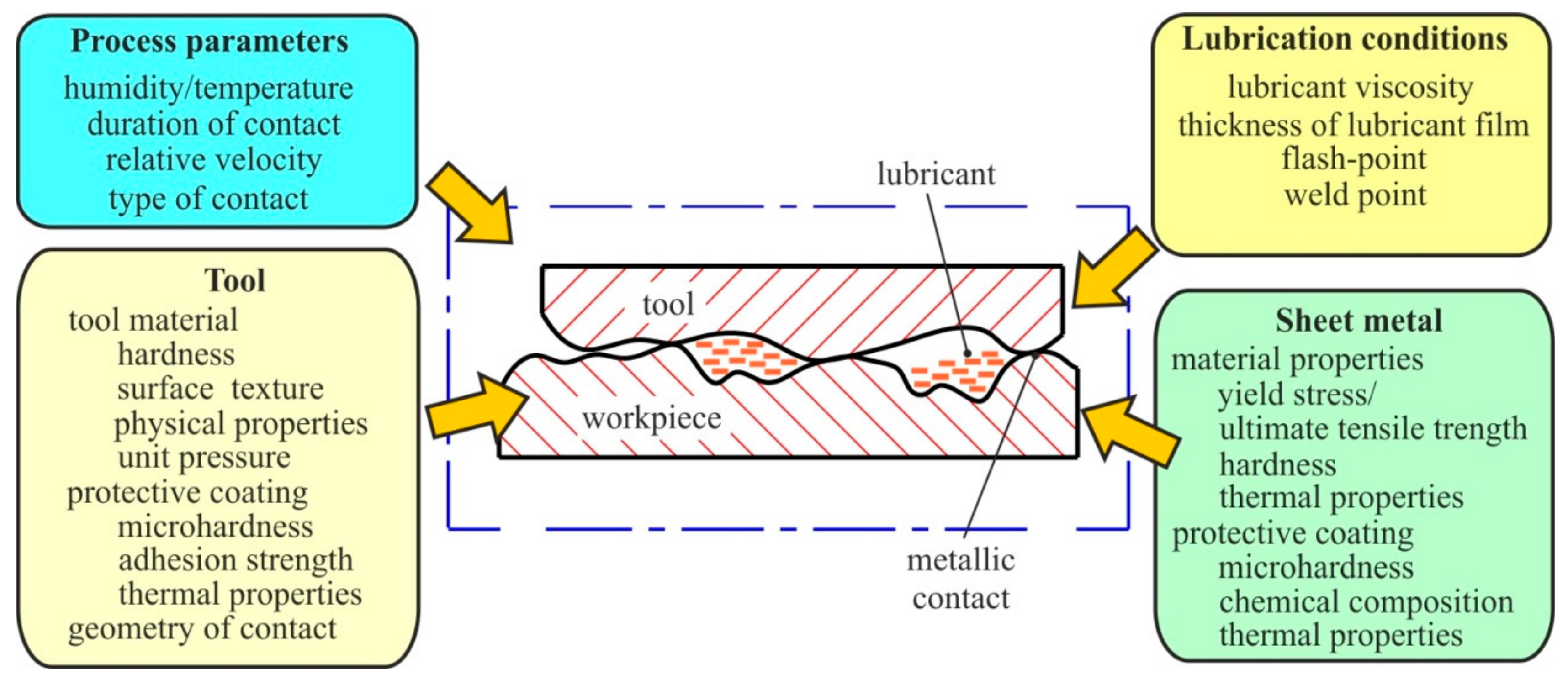
Metals Free Full Text Recent Developments And Trends In The Friction Testing For Conventional Sheet Metal Forming And Incremental Sheet Forming Html
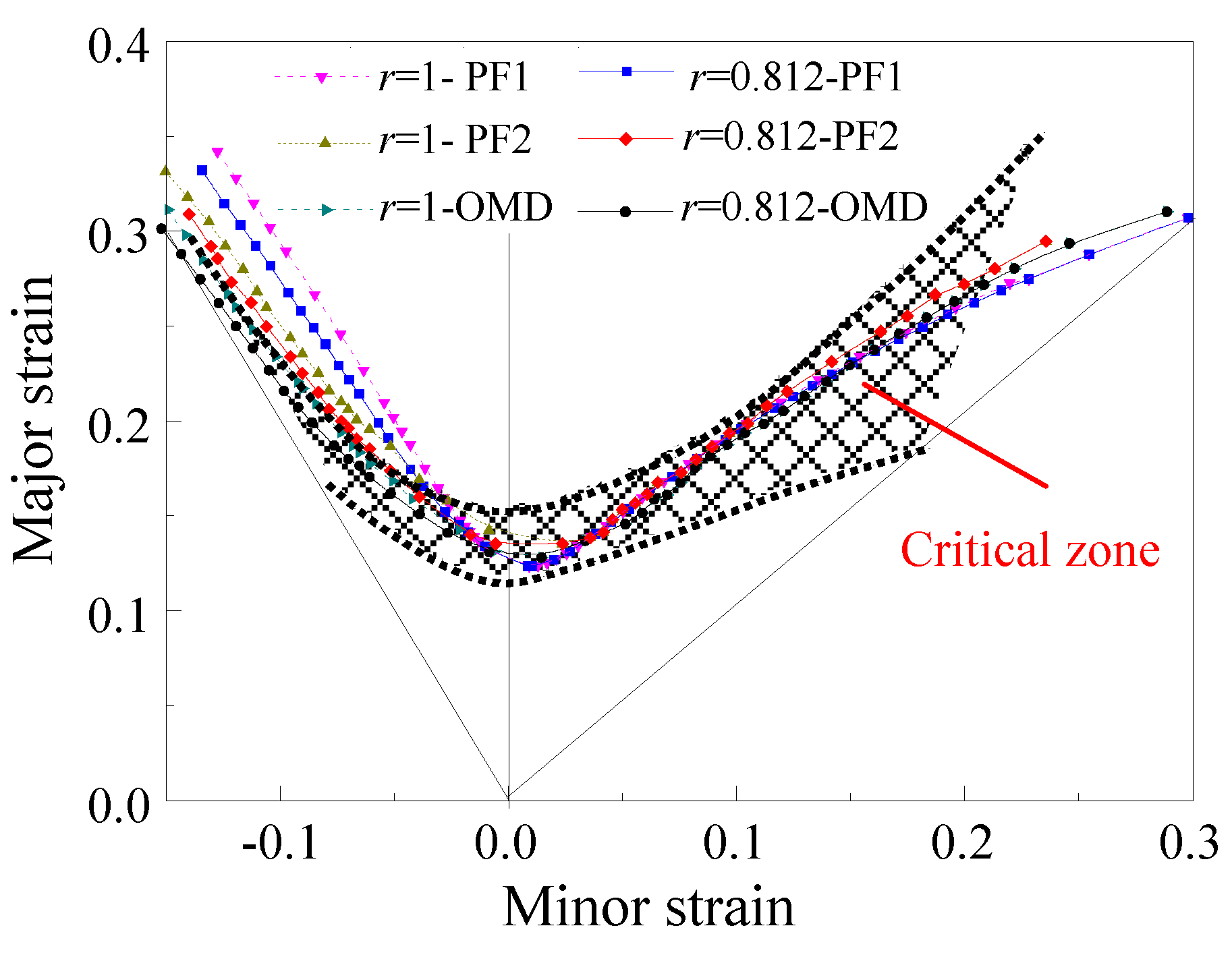
Metals Free Full Text Aluminum Alloy Sheet Forming Limit Curve Prediction Based On Original Measured Stress Strain Data And Its Application In Stretch Forming Process Html
Sheet Metal Forming

Thickness Strain An Overview Sciencedirect Topics

Sheet Forming Process An Overview Sciencedirect Topics

Sheet Metal An Overview Sciencedirect Topics
06 Sheet Metal Forming

Sheet Metal Design Guide Geomiq

Sweet Relief How To Avoid Hole Distortion In Sheet Metal Parts

Mechanical Design Tutorial Sheetmetal Design
Sheet Metal Forming Basics

Sheet Metal Forming Sheet Metal Sheet Metal Work Metal Bending
Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts

Solidworks Sheet Metal Bending Basics Computer Aided Technology
Sheet Metal Wo Rking
Allowance Tables And Formulas

Sheet Metal Design Guidelines Design For Manufacturing In 2020 Design Guidelines Metal Design Sheet Metal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcstma L Bevhbpa F H4vb51how0nqlosgwjjyoazxvd4kwtdb7 Usqp Cau
Https Oneplm Com Wp Content Uploads 2019 06 Siemens Plm Solid Edge Sheet Metal White Paper Pdf
Sheet Metal Working 1

Bending Force Chart Lamiera

Drawing Manufacturing Metal Manufacturing Sheet Metal Drawing Manufacturing

Deep Drawing An Overview Sciencedirect Topics
Source : pinterest.com
